矩管、型槽等主材使用前无变形、无锈迹,焊接不得有裂纹、烧穿、夹渣等缺陷,表面焊波应均匀,验收时进行需抽样检查,做角跌落实验满足3 米高度跌落后,无开焊、变形、脱落等现象,抽检托盘(免费赠送)不计算在采购量中。
热镀锌工艺要求镀层表面要平滑,没有粗糙、起皮、锌瘤、残渣等现象,镀锌层厚度>45㎛。喷塑工艺要求用粉状热固环氧树脂,涂层厚度>80㎛,表面均匀色泽一致,不能有起泡、脱落、开裂、挂流、皱皮、外夹杂质等现象。
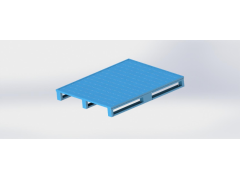
.外形尺寸
托盘结构:型材、板件焊接机构、底部川字型,托盘表面满铺;
尺寸= L1400mm*W1700mm*H183mm;
局部尺寸(mm):80≤D1≤120,D2≥300,D3≥200,J1≥125,J2≥90(D1通常取100mm);
进叉形式:四面进叉,适合四向车和叉车共用。
2.承载
货架载:1550kg(俗称托盘承载重量,放置在货架上的承载);
动载=1.5*货架载=1.5x1550=2325kg(叉车运转、输送时承载);
静载=4*货架载=4x1550=6200kg(放置在地面静止托盘承载)。
3.刚度
在满载情况下,托盘使用过程中,变形量和挠度≤5mm;
托盘平面对角线长度之差不大于3mm,尺寸误差±3mm。
4.工艺
满足国家对钢制托盘各型材、板件、管件的焊件工艺需求;
焊后,平整,不翘曲,无缺焊,使用不开焊;
热镀锌工艺镀层表面平滑,没有粗糙、起皮、锌瘤、残渣等现象,镀锌层厚度>45㎛。
喷塑工艺用粉状热固环氧树脂,涂层厚度>80㎛,表面均匀色泽一致,没有起泡、脱落、开裂、挂流、皱皮、外夹杂质等现象。
托盘各外表面酸洗磷化或抛光处理,无毛刺飞边,棱边圆滑;
托盘整体喷塑(喷漆)防氧化处理,漆面均匀、细致、完整,颜色一致,哑光。
托盘的设计制作,需具备防滑特性,满足多托盘堆叠,且运输时不相对滑动。
淡蓝色哑光。